Identified areas of improvement:
Improper Layout leading to lot of to & fro movements.
Unbalanced lines building WIP inventory.
Improper storage and material handling.
Intense manual activities.
Batch processes breaking the flow.
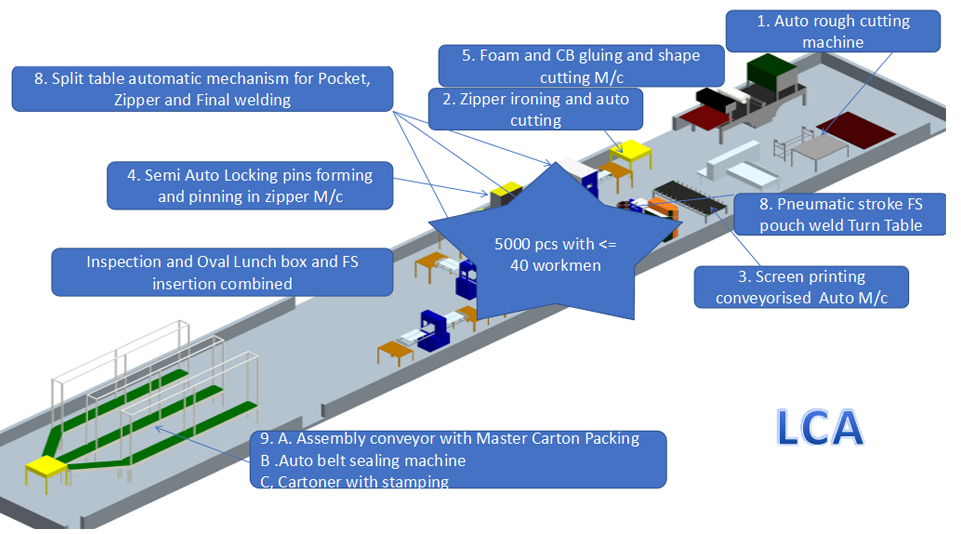
Tangible Results :
Productivity improvement from '4000 pcs / 72 people' to 5000 pcs /40 people' per day
.
Synchronised production of all three colours reducing through put from 6 days to 1 day
.
No waiting due to establishment of PULL through perfectly designed KAN BANs.
ILCA improved personal productivity by 50.